Women of Renewable Industries and Sustainable Energy (WRISE) recently announced that Becky Diffen, Lan Adair Sasa, Daniela Toleva, and Yoomin Hong have joined the organization’s board of directors. These new board members represent the renewable industry at-large and bring new perspectives and expertise to support the growing programs now offered across the full spectrum of renewable energy.
Daniela Toleva
“Our work to build a strong diversified workforce and support a robust renewable energy economy has never been more important,” said Kristen Graf, executive director of WRISE. “Renewable energy has a role to play in the pending economic recovery, but in order to be successful, we need a wide variety of great minds, ideas, talents, and voices at the table. These new voices joining our team will keep this important work moving with their fresh and innovative ideas.”
Lan Adair Sasa
Joining WRISE’s Board of Directors:
Becky Diffen: partner at Norton Rose Fulbright.
Yoomin Hong: managing director, head of North America Renewables Investment Banking, Goldman Sachs.
Lan Adair Sasa: vice president, Renewable Energy Investments, U.S. Bank.
Yoomin Hong
Daniela Toleva: vice president, Renewable Power Group, BlackRock.
The organization continues to grow and offer programs focused and adapted for a virtual environment. Hundreds of members recently signed up for the 2020 Peer Group Mentoring program and Fellowship programs focused on emerging renewable leaders took place online.
Becky Diffen
Annual in-person events hosted in coordination with leading industry events such as CLEANPOWER and North American Smart Energy Week have transitioned to successful virtual networking events and planning for the 2021 Virtual Leadership Forum that will be February 15-18 is underway.
Vestas Wind Systems, a world leader in sustainable energy solutions, and Mitsubishi Heavy Industries, Ltd., a leading global manufacturing and engineering firm, have signed an agreement to expand their partnership in sustainable energy.
The strengthened partnership entails that Vestas will acquire MHI’s shares in the MHI Vestas Offshore Wind (MVOW) joint venture and MHI will acquire 2.5 percent in Vestas and be nominated to a seat in Vestas’ Board of Directors.
Vestas and MHI seek to accelerate their overall growth journey by integrating onshore and offshore platforms and leveraging Vestas’ strengths in both segments. (Courtesy: MHI Vestas Offshore Wind)
Through the strengthened partnership, Vestas makes an emphatic long-term move in offshore wind energy to become a leading player in offshore wind by 2025 and to expand the two companies’ overall leadership in sustainable energy. A new offshore wind turbine platform will also be imminently introduced to improve efficiency and drive the levelized cost of energy further down. The companies also aim to meet customer needs across a wider range of the value chain and increase their global leadership in sustainable energy solutions. To that end and underlining the long-term goal of the agreement, Vestas and MHI will also plan for collaborating in green hydrogen as well as a joint venture in Japan to secure accelerated growth for onshore and offshore wind energy.
“Vestas is the leader in onshore wind, but to accelerate the energy transition and achieve our vision, we must play a larger role in offshore wind,” said Henrik Andersen, group president and CEO of Vestas. “On behalf of all of Vestas, I’m therefore very excited that Mitsubishi Heavy Industries shares Vestas’ vision to become a leading player in offshore wind energy in the long term and will strengthen our partnership by becoming a large shareholder and part of Vestas’ Board of Directors. Offshore wind is key to creating a sustainable planet for future generations and offers unique growth, and with (this) announcement, we underline that we want to be an integral part of both.”
“We are very pleased to be able to expand our cooperation and collaboration with Vestas, now more than ever, under the backdrop of increasing need for cleaner and more economical energy worldwide,” said Seiji Izumisawa, president and CEO of MHI. “We will continue to strengthen business cooperation by leveraging our respective strengths to support the growth of clean energy around the world, especially in Japan.”
In Japan, the two companies will establish a joint venture for sales of onshore and offshore wind-power turbines, and Vestas will, as part of the collaboration, plan for establishing parts of its regional supply chain and production in Japan should market volume and cost-competitiveness allow.
The demand for offshore wind energy has accelerated in recent years and is expected to reach about 25 GW per year by 2030. This development is driven by a 67 percent decline in levelized cost of offshore wind energy since 2012 and growing applicability of offshore wind energy, which is mainly driven by high system value, proximity to load centers, better permitting, and public acceptance, as well as large-scale Power-to-X solutions, an area in which MHI has particular expertise and can contribute to across the value chain.
Through the agreement, the two companies seek to accelerate their overall growth journey by integrating onshore and offshore platforms and leveraging Vestas’ strengths in both segments. Specifically, this entails a stronger integration between onshore and offshore technology and modular frameworks.
“On behalf of Vestas, I look forward to welcoming Kentaro Hosomi, CEO, Energy Systems, MHI, to our Board of Directors,” Andersen said. “We hope to benefit from his visionary and strategic mindset as we seek to create a more sustainable planet for future generations.”
Vestas’ planning of the expected integration of MVOW into the Vestas group will commence immediately and run until transaction closing, focusing on synergies in sales, technology, manufacturing footprint and procurement to sustain customer relationships, lower costs, and building a strong shared Vestas culture. Until transaction closing, the executive management of MVOW will consist of Johnny Thomsen, CEO of MVOW; Tatsuichiro Honda, co-chief executive officer and chief financial officer of MVOW; Kentaro Hosomi, deputy chairman of MVOW and CEO, Energy Systems, MHI; and Andersen, chairman of MVOW and group president and CEO of Vestas.
On a stand-alone basis, MVOW is expected to report a consolidated revenue for 2020 of approximately 1.4 billion euros, with an EBIT margin of about 4 percent.
Closing of the transaction is expected to take place within either the fourth quarter of 2020 or the first quarter of 2021.
What is Terma and what does it do for the wind-energy industry?
Terma is a global defense and security company that has been in business for more than 70 years. We have more than 3,000 radars installed world-wide for various applications from border security and coastal surveillance to use at airports as a surface movement radar and on naval ships. This is not a new radar, but a mature, proven product that we are simply applying to a new business area — the wind-energy industry.
Our range, and ability to reliably detect small targets traveling in and around a wind farm, despite the interference that’s generated by the moving blades of the wind turbine itself, allow us to do two things: provide obstruction lighting control (OLC) to address the aircraft detection lighting system (ADLS) requirements of the Federal Aviation Administration (FAA), and satisfy the wind-turbine radar interference mitigation (WTRIM) requirements of the Department of Defense (DoD), Department of Homeland Security (DHS), FAA, and the Bureau of Ocean Energy Management (BOEM).
We are the only radar manufacturer that provides a solution to both of these problems facing wind-energy development in North America today.
In fact, we are the world’s leading provider of operationally deployed ADLS and WTRIM solutions with more than a dozen ADLS projects in both Europe and North America, as well as eight WTRIM projects operating in Europe at both civilian and military installations.
What type of radar technology is involved in ADLS projects?
For the ADLS application, we use the SCANTER 5202, a commercial off-the-shelf (COTS), X-band, 2D, fully coherent pulse compression radar. Through a combination of advanced technology such as solid-state power amplifiers (SSPA), multiple transmission frequencies (i.e., frequency diversity), pulse-compression, coherent integration and cutting-edge signal processing, the surveillance radar is specifically tailored for detecting and tracking very small cooperative and non-cooperative targets in high-clutter environments and under a variety of extreme weather conditions (i.e., heavy rain, snow, ice, fog).
Our range (i.e., 32-mile diameter circle of coverage) is accomplished using a 200-W transceiver and 18-foot high-gain (HG) antenna, which, combined with our detection performance (i.e., the ability to detect and track targets flying in and around a wind farm despite the noise generated by the turbines themselves) allow us to theoretically site the radar almost anywhere, from the dead center of the wind farm to anywhere around the inner or outer edge of the wind-farm boundary to even on the roof of a multi-story hotel five miles away from the wind farm (assuming, of course, we have the range to cover the back side of the wind farm from that location). This provides the customer great flexibility in siting and deploying the ADLS.
For the ADLS application, Terma uses the SCANTER 5202, a commercial off-the-shelf (COTS), X-band, 2D, fully coherent pulse compression radar. (Courtesy: Terma North America)
What are the benefits of ADLS?
Simply put, the ADLS is nothing more than a tool that allows the wind farm to be built. In some cases, it satisfies mandatory requirements imposed by the state, county, or other local siting authority. In others, it satisfies the community’s desire for dark skies. The ADLS allows the developer to balance the aircraft safety requirements of the FAA with the community’s desire for better aesthetics associated with the wind farm.
We’ve taken those concerns a step farther by implementing an ADLS that can be configured as one zone or as multiple, asymmetric, autonomous zones with fused-data presentation. For instance, if there is a 10-mile by 10-mile wind farm, there’s no need to turn on the lights in three-quarters of the wind farm if a target is crossing the southeastern edge of the wind farm. If the customer would like to consider separately defined zones, we can implement that rather easily.
What makes up the functionality of ADLS?
The system is functionally comprised of three components: the radar, a light control server (LCS) that monitors the radar messages and, when necessary, enables the lights via the lights’ individual light control modules (LCM), which keep the lights in a hot-standby mode so that, when triggered, all the lights are enabled at once and in sync.
What do you need from a customer in order to begin?
First and foremost, we need the layout of the wind farm with turbine locations and project boundary. From there, we perform an initial coverage analysis to determine how many radars are required and the heights at which the radar is installed. Typically, we only need one radar to do the job, but in some cases where terrain presents difficult line-of-sight challenges, we may need to use multiple radars. It’s not unusual, in that case, to spend weeks working with a customer to nail down the exact radar location(s) to ensure efficient and economic siting of the radar.
Since your primary responsibility is to control the obstruction lights mounted on a wind turbine, are you able to work with the various wind turbine and lighting manufacturers?
Yes, we are turbine and lighting manufacturer agnostic. So far, we’ve executed ADLS projects with Vestas, Siemens, GE, and Nordex turbines. In terms of the obstruction lights, we don’t choose the lights being used at the wind farm; those are typically chosen by the developer or their engineering, procurement, and construction (EPC) contractor in a competitive procurement process. To this point, we’ve focused our testing and integration resources on the obstruction lights being used at our first dozen projects (i.e., Orga and Quantec). By the end of this calendar year (2020), we will be fully integrated and tested with ITL and Flash/SPX as well.
Any last thoughts?
I began my career as an information technology grunt, programming surveillance and weapons systems for the U.S. Navy. My career took a meandering path along the technology trail until I ended up selling radars for Terma. The radar we use for ADLS is the exact same radar we’ve sold all over North America for various business applications. It’s nothing new.
What is new, is applying radar technology to the wind-energy industry. There are many applications for radar in wind, from ADLS and WTRIM, to bird and drone detection and tracking, and even for pre-siting of a wind farm to avoid avian fatalities. I think we’re just scratching the surface of radar’s potential. I’m also excited to be working with the young, very talented professionals that make up the wind-energy industry. It’s exciting, and it seems to be really taking off. And, of course, I appreciate the opportunity to share my story with you.
With America eager to return to work, wind-industry leaders are faced with new challenges to address return-to-work protocol in a manner never imagined nor seen. Whether an entire or partial work force furloughed or experiencing a physical labor drought, it’s become undeniably apparent that return-to-work protocol should exceed the basic COVID-19 screenings that have become the new normal.
The true physicality of the work carried out by those supporting and supplying the growth of the wind industry in the U.S. will demand that employers provide fit-for-duty support, physical evaluations, remote medical support services, as well as advanced COVID-19 programs expected to stay much longer than anyone could have anticipated. With wind energy spanning regulatory territories and having such a unique employee skillset, paired with the migratory nature of the work, these programs will be unique to the industry and its employees. These programs are evolving through the collaboration of medical service providers operating with a unified vision and new remote service platforms.
Many providers have migrated to telemedicine solutions and electronic visits with their patients, unifying the delivery of wellness and medical support. From physical therapy and fit-for-duty evaluations, primary care physician support and even mental health screenings and services, many resources are now delivered in this new format, which puts an expanded sense of personal responsibility on the employees and contractors. Resources that were once provided by employers and in-person, including return-to-work screenings/fit-for-duty testing and physical therapy evaluations and support, can now be delivered without the comfort of personal delivery.
Critical infrastructure employees
Employers are faced with an immediate challenge not only to develop and maintain COVID-19 programs but identify and unify resources to allow their employees, considered Critical Infrastructure employees, to return to work with appropriate evaluations and medical resources. Although the most relevant topic seems to be COVID-19, the pandemic, and our future in response to it, the entire medical and HSE programs that have served as a wellness platform for wind have expanded, changed, and advanced in response to the impacts of COVID-19, an initiative that was likely due and is just now experiencing an accelerated delivery.
Specifically, fit-for-duty testing now must address the physical impact that a change in lifestyle or absence from work may have had, specifically on those with job duties subject to physical labor, including substantial climbing, lifting, etc. Field employees were sent home without a set of instructions on maintaining their fitness/physical wellness as the world grappled to understand whether the suspension was temporary. As physical therapists respond under new guidelines and provide services through new delivery methods, the employee takes on a certain set of responsibilities to not only be aware of their health as it relates to COVID-19, but their health must be maintained by their own personal priority.
The resources are being delivered with the same level of professionalism, just in a different manner, which is quite new to both providers and employees. Even if an in-person FFD evaluation is administered, it is more likely that follow-up visits and evaluations for minor injuries will be made remotely. Preventative measures are highly emphasized and taught in this new era and will prove to work in parallel with other initiatives made relevant by COVID-19.
Increase in personal health awareness
One corporate executive cited that he has seen a change in his employees and contractors with a noticeable and drastic increase in personal health awareness, responsibility, and care for the colleagues. By implementing screening protocol and with a duty to maintain a health regimen with the support of mostly remote/electronic medical resources, he says there truly has become a mentality of “I am my brother’s keeper.”
Modifications to interactions to maintain the safe working and social distance, paired with many personnel returning to the field (and offices) after an extended time away, has brought to light the impacts these changes and recent pandemic impacts have had on mental health. The impacts are broad and may seem more severe as sensitivities are high and most environments are at least slightly modified. Financial impacts are almost universal and measurable to some degree across industries and all levels of employees. Although the financial impacts are more devastating to those workers who are only able to receive compensation for time worked, rather than time suspended, the impacts have humanized the interactions across socio-economic boundaries.
COVID-19 has not only changed the way service providers are required to modify, expand, and respond, it has changed the way nearly everyone works. (Courtesy: Shutterstock)
COVID-19 and the renewable sector
COVID-19 and the pandemic have brought a sense of fear specifically to the renewable sector, as the impacts seem recession reminiscent and brought fear and reminders of the seeming halt that 2008 brought to the industry. It is a top priority of the industry, government leaders, employers and employees to avoid such a severe response and to stay the course. Recession-like tendencies were already in motion as the economy was experiencing fluctuations in the energy sector as a whole before the pandemic become a household word. The renewable sector and the industries that serve the growth of renewables seem better prepared to seek a long-term and less drastic solution and have taken it as a top priority to retain their dedicated employees and partnerships as much as possible.
In the absence of face-to-face interactions and a major influence put on new protocol, many companies have elected to renew existing contracts for supply of materials, labor, etc., rather than to seek new partnerships at this time. Employee furloughs were an immediate solution to respond to necessary suspensions, but with the understanding that the pandemic did not intend to make a brief appearance, staffing retention and long-term planning are top priorities to an industry now set to make its presence less volatile. A true shift in a focus of priorities is apparent everywhere.
COVID-19, aside from the impacts previously mentioned, has taken a set of resources otherwise dedicated to providing medical services and occupational medicine to the energy sector and spread them out. These companies are now offering expanded services to include COVID-19 testing/screening, etc. It is well noted that these occupational medicine providers and companies have had to adjust their specialties to include these service offerings; it has drastically changed top priorities and the way resources are allocated. This was a group that was immediately called to action and now that returning to work is a top priority and safety a foremost initiative, a re-direction to return to operational status along with a continuation of providing COVID-19 support services has pressured these groups to continue to grow in size, capacity, and expertise. Recruiting and retaining top talent and service providers has pressured these groups and continues to test their capacities as evolving organizations.
Changing the way everyone works
COVID-19 has not only changed the way service providers are required to modify, expand, and respond, it has changed the way nearly everyone works. It has changed the way families interact, the way employers reach their employees, the way our students are educated. It has literally not left one person, nor any one organization, unchanged. COVID-19 demanded that we return to work in a different way, which has affected industries both directly and indirectly subject to the virus. Where there once was a drycleaner or daycare, there now are no customers to command their service.
Putting the wind industry back to work requires a return-to-work protocol that includes fit-for-duty support, physical evaluations, remote medical support services, and advanced COVID-19 programs. (Courtesy: Remote Medical International)
Wind energy and renewable energy, still top priorities of public interest and government initiatives, are able to offer growth and opportunity in what seems to be a moment of complete cessation. A top developer says the most major impact on delivery of completed projects is delays caused by halted manufacturing and overseas delivery of major turbine components. Although modifications can be made at construction sites to limit interactions and lessen the number of employees or shifts, those modifications made in a manufacturing setting are detrimental to the output and the purchaser. As turbine components return to ships, trucks, and trains, there is a construction staff eagerly awaiting their long-delayed arrivals. A top priority to support the entire supply chain, too, is an initiative shared across companies and territories.
Through all of the negativity, studies, specifically in Asia and Europe, are beginning to focus on the environmental, social, and secondary health impacts COVID-19 has had. There has been a reduction in overall particulate matter (PM 2.5 or “visual haz”’) as workers have migrated their work stations to home offices and dining room tables. This reduction, although small, brings valuable attention to the initiatives of wind-industry leaders and proponents. Other studies indicate the benefit of this change in lifestyle has contributed to a reduction in non-COVID related mortality rates, irrespective of locations and classes.
Although the wind industry has a largely known set of guiding principles and initiatives, including providing clean and sustainable power, a new and underlying set of initiatives — including continuity and health — is humbling the landscape most visible to its employees and partners. There has been no change in the vision for wind energy and its future, rather a renewed focus on safety, health, and longevity.
Jess Alexander is business development & sales manager with Remote Medical International. She has substantial experience in the energy sector, specifically in utility-scale renewable energy development and construction. She focuses on providing services to developers, owners, and operators and contractors supporting the growth of wind, solar, and other renewable resources.
All the maintenance, repair, and operations (MRO) tools you need housed in a right-sized roll cab are now available for order with a single part number from Snap-on Industrial.
The Industrial MRO Pro Tool Set comes with more than 500 tools specifically selected for the industrial maintenance, repair, and operation industries. Snap-on Industrial teamed up with MRO industry professionals to design this all-in-one set, which includes the tools you need as a professional technician to perform your work safely and efficiently.
The Industrial MRO Pro Tool Set comes with more than 500 tools specifically selected for the industrial maintenance, repair, and operation industries. (Courtesy: Snap-on Industrial)
The set includes a variety of hand, power, structure, torque, inspection, and safety tools including:
Ratchets.
Wrenches.
Flank Drive® sockets.
Flex sockets.
Pliers.
Reversible wire twisters.
Impact ratchets.
Drills.
All the tools are housed in an Algona, Iowa-manufactured 54-inch, 11-Drawer Double-Bank Master Series Roll Cab, which comes with foam cutouts for tools for visual tool control, an added safety feature provided by this set.
The roll cab’s extra-wide drawers feature four bottom stiffeners to support a full load of tools without sagging. Sets can be ordered with access control to provide the roll cab with a higher level of security.
Roll cab with foam
ITKPLUSRAY (red)
ITKPLUSBAY (black)
ITKPLUSBLAY (blue)
Roll cab with foam and access control
ITKPLUSRAC (red)
ITKPLUSBAC (black)
ITKPLUSBLAC (blue)
The Industrial MRO Pro Tool Set comes with free shipping if ordered before December 31, 2020.
Stronghold® by PSG, the dropped objects prevention brand of Pure Safety Group (PSG), recently introduced its all-in-one tool tether kits for use by workers at height.
The kits include a full suite of products, available in three neatly bundled designs exclusively for specific trades, to prevent tool drops from at-height work locations, onto people and infrastructure below.
The kits feature Stronghold’s innovative tethers that connect tools to wrists, belts, and other anchors to eliminate drop hazards. Coils, bungees, and swiveling premium tethers that prevent tangles while handling tools while working, no matter which tool attachment is used, are featured in the kits.
Other kit items include drill boots, tape measure sleeves, webbing with D-rings, tether cinch loops, vibrant orange tool tether attachment tape, anti-vibration tool tether shackles, wire core swivel screw gates, synching wrist straps, and PPE caddy glove holders. The kits incorporate the new ANSI/ISEA 121-2018 for Dropped Objects Prevention Solutions wherever the standard applies and are aimed at eliminating the guesswork of purchasing proper tool tethering supplies. Three Stronghold tool tether kits are available covering more than 15 different common industry trades:
99-11-0125: Is designed for steel and ironworkers to accommodate their common tools, such as hammers, pliers, levels, spud wrenches, combination wrenches, tape measures, squares, clamps, and cordless tools. 99-11-0125 is also useful for millwrights, boilermakers, riggers, welders, pipefitters, and concrete workers and is ANSI-compliant with applicable noted exceptions.
99-11-0126: Designed for scaffold workers, is ANSI-compliant with applicable noted exceptions, for common tools used on scaffolding, including hammers, scaffold ratchets, combination wrenches, and tape measures. 99-11-0126 is also suited for insulators, material handlers, warehouse workers, and glaziers.
99-11-0127: Is made for use in general construction and is ANSI-compliant with applicable noted exceptions, to accommodate common tools used by construction workers, such as hammers, wrenches, screwdrivers, levels, pliers, tape measures, and cordless tools. 99-11-0127 is also appropriate for carpenters, electricians, instrument fitters, and technicians.
“After closely studying the work patterns and behaviors, challenges, and opportunities of a wide variety of workers at height, we’ve bundled together their most commonly-used tools, customized for their specific duties, to make it quick and easy to prevent drops,” said Mathew Moreau, product manager of dropped tools and FME at Pure Safety Group (PSG) and chair of the International Safety Equipment Association (ISEA) Standards Committee for Dropped Objects Solutions.
“We’re hoping to reduce the 278 deaths and 52,700 injuries a year, in the U.S. alone, caused by dropped objects. By providing kits by trade, we can help professionals safely work while being productive.”
Clir Renewables, a leading provider of performance assessment software for renewable energy, recently called on asset owners to benchmark the performance of their renewable energy equipment at portfolio, rather than project, scales.
While a number of high-profile manufacturers have recently announced losses owing to the repair and replacement of turbines with blade or tower defects, very few of these serial faults are made public until they affect the manufacturers’ balance sheet. Therefore, in order for asset owners to understand what issues might be recurring, a lack of transparency around “big picture” operational data must be addressed.
Clir argues that in the absence of industry-wide transparency on serial defects, owners need to use their asset and project data to build a portfolio-wide understanding of asset health and act on issues before they affect performance or result in failure.
Today’s turbines are four times as large as the average assets installed in the wind power boom of the 1980s, with the next generation of turbines set to reach new heights offshore. However, as complex, highly innovative new technology is rolled out across the globe, major unknowns around asset performance in specific environments remain. As such, recurring issues are often only recognized and addressed many years later.
“Often, serial defects do not surface until the asset has been operational for more than 10 years; however, if operational and performance data from new turbines was freely shared between the manufacturer, the owner, and the operator, defects common to certain models could be identified and addressed early,” said Gareth Brown, chief executive officer, Clir Renewables.
“At Clir, we are taking three key steps to overcoming the issue of missing data on serial defects,” he said. “Firstly, by facilitating owner-to-owner collaboration on specific issues. This gives our clients the ability to either jointly tackle an issue or learn from each other’s first-hand experience. Secondly, by building a knowledge base of known issues that have been identified through our supported asset base and complemented by decades of in-house domain expertise. Lastly, by arming clients with the right information during turbine-supply-agreement or service-and-maintenance-agreement negotiations to ensure the most favorable terms are in place should defects occur.”
“Unfortunately, this level of information sharing is not the norm,” Brown said. “However, by analyzing turbine data holistically from Day 1 of operations, benchmarking performance against every other turbine of that model in the owner’s portfolio and against Clir’s supported portfolio as a whole, common issues — serial or otherwise — can be tackled before they impact operations.”
Recently, Clir announced that more than 5GW of renewable energy assets have been signed up to the firm’s platform over the last year.
A2Z Drone Delivery, LLC, developer of a patented tethered freefall drone delivery mechanism, recently launched its flagship product, the RDS1 (Rapid Delivery System), which maintains a safe hover of up to 150 feet (45.71 meters) while its delivery mechanism controls the payload’s freefall for a safe and accurate touchdown.
Offered as a modular add-on system or as a ready-to-fly platform based on the DJI® Matrice 600 Pro, the RDS1 is designed for payloads up to 2 kg (4.4 lbs.).
With a range of up to 3.5 km (2.17 miles), the RDS1 is ideal for rapid deployment of time-sensitive first aid and life-saving medical supplies, or to deliver material to destinations where landing the drone is problematic such as a tossing ship or dense forest.
The RDS1 addresses some of the consumer-protection concerns with drone delivery. By delivering payloads from a safe hover altitude, the RDS1 protects recipients from spinning UAV propellers, while mitigating privacy concerns of low-flying drones and abating intrusive rotor noise. The RDS1’s patented freefall delivery mechanism reduces time-on-station to ensure onboard power can be put to use in other ways.
The RDS1 addresses some of the consumer-protection concerns with drone delivery. (Courtesy: A2Z Drone Delivery)
Built on the familiar DJI flight control interface, the A2Z Drone Delivery app combines manual control system operations with an onboard sensor array to manage the package’s freefall and gently stop its descent just above the ground.
Rated at 100 pounds tensile strength, the RDS1’s Kevlar® tether and elastic fabric pouch can be reeled back up for reuse or to retrieve materials from personnel on the ground.
“Our rapid delivery system is ideal for situations where a drone cannot safely approach close proximity to its delivery location such as delivering radios or medical supplies to a search and rescue team in a forest or as a more efficient option to deliver and retrieve port documents from awaiting cargo ships,” said Aaron Zhang, founder of A2Z Drone Delivery, LLC. “While other drone delivery platforms are designed to hover close to the ground, our tethered free-fall delivery technique enables efficient and accurate placement without the UAV approaching people, structures, or other obstructions like trees and wires.”
RDS1 Features
The company’s proprietary delivery mechanism incorporates a Lidar sensing system that streams continuous data to the onboard firmware, which controls the payload’s rapid descent. Additional integrated features include:
Payload status detection: Monitors payload throughout flight and delivery, enabling eventual beyond-visual-line-of-sight (BVLOS) missions.
Pre-flight weight check: Ensures the flight platform is not overloaded and controls payload deceleration.
Rapid descent calculation: Automatically determines when to slow the payload freefall at the proper distance from the ground.
Manual delivery control: Intelligent onboard systems provide safeguards while allowing pilots to manually control tethered payload delivery and retrieval.
Emergency payload abandonment: Allows the pilot to quickly detach the drone from its payload amid flight emergencies.
Transverse tether winding: Ensures the tether is tightly woven on the reel to maximize capacity and prevent knotting.
Passive payload lock: Safeguards against payload loss or tether slippage in case of unforeseen power fluctuations and eliminates the need for additional payload housing.
“As we bring this first iteration of our unique rapid delivery system to market, we’re eager to work with our customers to adapt the system to meet their unique mission demands and set our product roadmap to suit their needs,” Zhang said. “We have already initiated development of a ‘tap-and-go’ payload auto-release mechanism to remotely deposit the payload without an awaiting recipient, and while our flexible payload pouches can already accommodate diverse demands, our design team is nimble enough to adapt the delivery system to just about any payload the flight platform can support.”
Siemens recently introduced the type SDV-R™ non-arc-resistant and type SDV-R-AR™ arc-resistant medium-voltage outdoor distribution circuit breakers designed specifically for renewable energy applications, such as wind-power generation. These newest members of the long-standing and highly reliable Siemens SDV distribution circuit breaker family now provide fast switching to ground — ultimately saving money and space through an environmentally friendly solution.
The integral fast-acting grounding switch, which is mechanically interlocked with the SDV-R circuit breakers, helps limit transient voltage excursions (inherent to collection systems) to very low levels during switching operations. This feature offers wind-power producers an alternative to large, expensive grounding transformers with cable connections that take up significant space and pose environmental risks associated with oil leaks.
To provide additional personal protection in the event of an internal arcing fault, the SDV-R-AR circuit breakers have been qualified to carry a type 2B accessibility rating in accordance with the latest ANSI/IEEE C37.20.7 standard. This is the same qualification approach implemented in the innovative type SDV7-AR circuit breakers for the purpose of providing enhanced personal protection.
The Consortium for the Advancement of Remote Sensing (CFARS) recently released its survey of Remote Sensing Devices operating in complex flow, including the WindCube (Leosphere, a Vaisala company), Triton Sonic Wind Profiler (Vaisala), and ZX 300 (ZX Lidars).
Ground-based Lidars and Sodars employ a variety of beam probing or scan patterns by which the horizontal wind speed, vertical wind speed, and wind direction are derived — all assume homogeneous flow conditions within the scan/beam volume. In contrast, traditional meteorological masts equipped with cup anemometers provide a single measurement at the installation point of the sensor. In complex flow, often caused by terrain and fixed objects, the assumption of homogeneous flow conditions within the measurement volume introduces differences between Lidar and cup anemometer. In situations like this, a flow conversion technique can be applied.
An independent study confirms ZX 300 wind Lidar accuracy in all classes of complex terrain. (Courtesy: ZX Lidars)
CFARS have compared the various techniques adopted when using a WindCube, Triton, and ZX 300 remote sensor and presented an analysis of the accuracy of each device pre- and post-conversion/correction of data to account for the complex flow.
Across a broad range of cases previously published by ZX Lidars and Meteodyn incorporating 13 different wind-project locations, data presented confirmed that CFD conversion of ZX 300 data in non-homogeneous flow conditions produced excellent agreement with collocated anemometry. As a result, the data can be considered as finance-grade in situation.
With regards to the range of terrain classes as defined by [Bingöl et al., 2009], ZX 300 was also shown to perform to high levels of accuracy in all conditions including even highly complex sites.
ZX 300 performance in complex flow is achieved by its 50 line-of-sight measurements in just one-second. From this baseline performance, the use of additional complex flow tools available from a range of service providers including WindSim, Meteodyn, and Natural Power are able to optimize the performance of ZX 300 further, delivering results that are traceable and auditable with a published conversion process.
ZX Lidars has continued to collaborate in this application. Following a successful development and validation program by computational wind engineering company ZephyScience and independent wind consultancy Deutsche WindGuard, a further data conversion technique ‘ZX CFR’ (Complex Flow Resolver) has now also demonstrated results to known and acceptable uncertainties allowing ZX Lidar systems to be deployed standalone in complex terrain and deliver wind speed and wind direction measurements that can be included within Energy Yield Assessments (EYAs) and Site Suitability Assessments (SA). Full details of ZX CFR were expected to be released in November.
Fort Myers, Florida-based Golden Ratio Turbine Concepts, LLC (GRTC), a Golden Ratio rotary concept developer, has completed wind testing of its latest Golden Spiral Wind Turbine prototype model. The new vertical axis wind turbine (VAWT) model is a derivative of the previous prototype that recently proved the design’s spiral concept.
GRTC released information stating that the new Golden Spiral VAWT prototype has improved performance over the previous version due to its newer rotary spiral wing mold design and its lighter and stronger internal rotor construction method.
Inventor and founder of GRTC James Walker said the new spiral wing design and lighter weight served to enhance the rotor’s low wind-speed efficiency, resulting in 15 percent higher power outputs than the previous model at 10 ms (22 mph). This new rotor and the previous rotor sweep the same area and were both mounted on the same test bed PMG generator platform in order to gather precise comparison data.
Walker said the new Golden Spiral VAWT model begins charging batteries between 8 and 9 mph and operates smoothly and silently over the entire range of wind speeds tested. The VAWT’s new Golden Spiral wing, along with the Golden Ratio proportions and geometry of the design, produces a wind-energy machine that embodies the essence of tropical cyclones. These spiral elements and proportional features serve to create a natural wind engine of compound unity that reacts immediately to sudden gusts or shifts in wind direction and then converts them into rotational force. This ability to collect all the wind energy is not available to the conventional horizontal axis wind turbine (HAWT) common in the industry.
Those HAWTs need smooth and steady air flow over their blades and do not react well to changes in wind speed or direction. Likewise, certain VAWT devices experience shuddering and vibration moments when encountering shifts and gusts. Generally, both those HAWT and certain VAWT devices create substantial noise, whereas GRTC’s Golden Spiral VAWT is virtually silent. Furthermore, the GRTC spiral rotor has more torque than those radial rotors.
GRTC is now offering partnership and alliance opportunities to parent companies that can provide small wind-turbine manufacturing and marketing skills. Walker is confident there is a good market for his patented technology and now that the concept has been successfully proven, it is a good time for a larger entity to make an agreement and further develop the turbines under the parameters set forth in the inventor’s patent.
As downtime and service costs play an increasingly important role in the wind-power sector, most wind turbines manufactured today are equipped with a factory installed condition monitoring system as standard. There are still many turbines out in the field, however, with no condition monitoring system at all. Wind-turbine owners and operators for these turbines are therefore retrofitting condition monitoring systems to better manage their assets.
Brüel & Kjær Vibro (B&K Vibro) has substantial experience retrofitting a wide range of turbines and typically begins the entire retrofit process with a site visit. This is a necessary task, since there are usually five to eight sensors that have to be precisely installed on the drive train and tower, together with the monitoring system hardware, in order to achieve an effective monitoring solution.
Sensor installation
The most important objective of a site survey is to determine where the sensors are to be positioned and the type of mounting on which the sensors will be installed. Accelerometers are the primary sensors used, since these are best for detecting faults in the rolling-element bearings and gearbox, as well as for monitoring tower vibration.
By sending photos and chat messages in real time, an entire site survey can be conducted remotely as a virtual site survey. (Courtesy: B&K Vibro)
Bearings faults generally manifest in the lower vibration frequencies because of the slow rotational speeds of the shaft. The bearing fault signals also have very little vibrational energy and require sophisticated monitoring techniques to detect them. The sensors also have to be in close proximity to the monitored bearing in order to minimize sensor cross-talk. Some of the low-frequency bearing fault impacts can also excite high-frequency resonances of other components nearby, which can also be detected for monitoring purposes. These high-frequency signals can only travel short distances through the casing because of the amplitude attenuation; therefore, the sensor has to be close to the bearing in this case as well to detect these signals. This is similar for detecting gearbox faults, where the planet gears present the biggest challenge.
The sensor position with respect to the location of the potential failure modes to be detected is critical for effective condition monitoring. This applies also to the way the sensors are mounted to the casing, which can be by stud connection — which is best — or glue or magnetic mounting if there is difficult access. Therefore, the expertise of a monitoring specialist is needed during the survey to make these judgment calls in order to ensure all relevant components are adequately monitored while taking into consideration signal attenuation.
The speed phase reference sensor installation is also important, as most of the fault detection measurements are synchronized to the shaft rotation for proper monitoring. This sensor is normally mounted on a custom-made bracket mounted above the shaft, which must be very rigid and robust and fit within the confines of the area.
Traditional site survey
The time needed for the site survey depends on many factors, but typically it can be two to four hours per turbine type. Much more time is needed, however, for both preparation of the visit as well as travel to site. Drawings and photos are studied ahead of time by B&K Vibro for a half day in preparation to the visit in order to reduce the time spent onsite. The B&K Vibro technicians who will do the onsite survey have to be safety certified for the job, together with their safety equipment.
Inside a wind turbine nacelle during a “typical” site survey. (Courtesy: B&K Vibro)
Travel time to site can be several days, depending on the location, weather, and even the political situation. On arrival, some time is needed to train the B&K Vibro technicians in safety measures before going up into the nacelle, and they are almost always accompanied by the owner/operator technicians or service provider during the entire time. As the B&K Vibro technician is doing most of the work, the wind-farm technician is available to help but act mostly as observers.
After the site survey is done and all sensor locations and mountings have been identified together with the monitoring system bracket, the monitoring system specialist returns to Denmark to prepare a manual describing in detail how everything should be installed. This manual is then used by the owner/operator or service provider to physically install the sensors and monitoring unit.
B&K Vibro has substantial experience retrofitting a wide range of turbines and typically begins the entire retrofit process with a site visit. (Courtesy: B&K Vibro)
Virtual site survey
During the COVID-19 pandemic in the spring, there were scheduled site survey jobs to complete but no possibility of onsite access. The remote monitoring and commissioning group at B&K Vibro came up with a solution: Let the owner/operator technicians and service providers do the actual survey using live social media communications under the guidance of the monitoring specialists in Denmark. By sending photos and chat messages in real time, the entire site survey was conducted remotely, as a virtual site survey.
Warren Frith, EDF, U,K,, participated in the virtual site survey in May, 2020:
Have you ever done something similar, receiving instructions and communicating by a social media chat?
“No, I have never been involved with anything like this before. The reason that we went down this route was to keep on track with the condition-monitoring installation. Obviously due to travel restrictions at the height of the COVID-19 pandemic, B&K Vibro could not travel to site to carry out the surveys.”
What went smoothly during the site survey, and what was challenging?
“Each survey only took about two hours to complete. Myself and a colleague also had to take COVID-19 precautions, wearing appropriate PPE and keeping our social distance. We took instructions from B&K Vibro on which parts of the drive train they wanted to focus. As B&K Vibro could observe via video chat, they could then determine the best locations to mount the sensors.”
Are you willing to do it again?
“I would be willing to do it again, as COVID-19 is going to be with us for some time. I can see this and other innovative ways of working becoming more useful in the future.
Conclusion
The virtual site survey proved to be a success despite the challenges. In the final analysis, there were enormous savings achieved in comparison to a normal site survey. For example, there were no travel expenses incurred, and there were substantial savings in travel time. No safety training was required. There was also better use made of the wind-farm technician’s time, who was active in performing all the work, and learning many things in the process.
After having completed two virtual site surveys, both the B&K Vibro project group and owner/operator technicians feel comfortable with this virtual site survey approach. There is still an issue with time zone differences for some jobs, and the qualifications of the technicians for other jobs may not be sufficient, but there are certainly a number of future jobs that could be performed in this way.
Leading global infrastructure operator Ferrovial has been selected for the manufacturing and assembly of the SATH floating platform in the DemoSATH project lead by Saitec Offshore Technologies in collaboration with RWE Renewables.
The construction package will last 14 months and covers site preparation, concrete precasting, procurement of steel bulkheads, and assembly of the floater along with management of the supply chain.
The award of the construction contract is a significant milestone for the project and kicks off the on-site works in the already granted area of the Port of Bilbao (northern Spain). Work will start in November 2020 under strict health and safety rules to protect against COVID-19 and will create about 60 local jobs during the peak of the project.
In February 2020, RWE Renewables and Saitec Offshore Technologies announced they were joining forces to test a floating platform for wind turbines off the Basque Coast. (Courtesy: Saitec)
In February 2020, RWE Renewables and Saitec Offshore Technologies announced they were joining forces to test a floating platform for wind turbines off the Basque Coast. The DemoSATH project will deploy the first multi-megawatt floating offshore wind turbine connected to the Spanish grid. RWE Renewables will finance part of the project costs and contribute its extensive experience as the second largest player in offshore wind globally, gaining access to the resulting findings in return.
The SATH Technology floater is based on a twin hull, made of modularly prefabricated and subsequently braced concrete elements. It can align itself around a single point of mooring depending to the wind and wave direction.
“Our ambition is to rapidly advance toward commercial production,” said David Carrascosa, chief technology officer of Saitec Offshore Technologies. “DemoSATH is therefore not only proving the technical feasibility of the SATH technology but is also demonstrating how these structures can be mass produced. Ferrovial is the perfect partner to rely on and to ensure we meet our objectives.”
“We are pleased to see that the DemoSATH project is entering the manufacturing phase now and making good progress towards offshore installation in 2022,” said Sven Utermöhlen, chief operating officer, Wind Offshore Global of RWE Renewables GmbH. “We see great potential for floating wind farms worldwide, especially in countries with deeper coastal waters where this opens up attractive opportunities. As part of this large-scale demonstration project, we are gaining experience with an innovative concrete-based platform technology that will help us to position ourselves in this growth market.”
“This is Ferrovial’s first floating offshore wind project, and it represents a great opportunity to add value to the project, based on our experience in marine construction and landmark pre-stressed concrete structures,” said Alberto Val, Ferrovial construction manager in Basque Country. “Moreover, this project has a large innovation component, not only because of the materials but also because of the manufacturing and assembly processes that it will develop.”
For the prototype, the structure and the 2-MW wind turbine will be assembled in the port of Bilbao. The base of the structure will be about 30 meters wide and 64 meters long. The platform, including the turbine, will be towed to its anchorage point in a test field (BIMEP) two miles off the coast at a depth of 85 meters. Hybrid mooring lines, composed by chains and fiber anchored to the seabed will hold the floating body in position. The unit is expected to go into operation early 2022. The power generated by DemoSATH will provide enough annual electricity to meet the power needs for 2,000 homes and will prevent emissions of more than 5,100 tons of CO2 into the atmosphere.
The objective of the project is to collect data and gain real-life knowledge from the construction, operation, and maintenance of the unit. DemoSATH will test the offshore behavior of the platform, in addition to the construction procedure to be used in the future for mass production.
The various sections of the floater will be first precast and then assembled in order to prove the efficiency of the industrial fabrication conceived by Saitec Offshore Technologies for upcoming commercial wind-farm developments.
SATH technology will also demonstrate its capacity as a local content enabler, largely due to the use of concrete as main construction material. The DemoSATH project will spend 90 percent of its construction budget with the local supply chain (less than 50 kilometers from the site.)
hen it comes to wid park operations, data is invaluable — indeed, it is utterly critical to a healthy business. The general consensus in the industry, however, is that that 80 percent of the employee time spent on wind-farm data is used in cleaning it up, while only 20 percent is spent on actual analysis and optimization.
SCADA International has now addressed this challenge with the launch of Robotic Data Intelligence, a patented new software solution that automatically cleans, organizes, and reports wind-farm data. By doing so, the innovative software ensures the data enhancement that underlies operational optimization.“Gathering and cleaning data are two of the most difficult and time-consuming tasks in operating a wind park,” said Thomas Bagger, CEO of SCADA International. “Nevertheless, they are vital elements of a successful operation. But while high-quality data supports good decision-making, poor or missing data can mean missed opportunities and lost income.”
SCADA International has launched Robotic Data Intelligence, a patented new software solution that automatically cleans, organizes, and reports wind-farm data. (Courtesy: Scada International)
The new software was designed to complement OneView® SCADA software and its well-known data-collection features. While OneView® SCADA retrieves data and provides precise calculations of up and downtime, production losses, and availability, Robotic Data Intelligence organizes and qualifies that data. And that makes it possible to dedicate more time on analysis and optimization and less on validation.
“The reason wind-park operators use so much time to systemize the data they’ve gathered is that unfortunately, errors in event sequences are not unusual,” said Bo Lovmand, SCADA International’s R&D director. “For instance, a reset can mean anywhere from a couple of minutes to several months of incorrect calculations. With this new software solution, such errors will be discovered immediately — and automatically. Robotic Data Intelligence gathers data from several sources, cleans it by weeding out incorrect and duplicate data, and formats it all in accurate, easy-to-understand summaries.”
The new software was developed in consultation with a group of experts who specialize in different types of wind turbines. In that way, SCADA International has ensured the best overview of operating situations, regardless of the makeup of a particular wind turbine fleet.
Bagger notes Robotic Data Intelligence is undergoing further development in order to make it possible to customize advanced reporting systems.
“One of our chief goals is to improve transparency in calculating turbine availability, both operational and contractual,” he said. “By doing that, we’ll make it possible for wind-park operators to develop optimization strategies that utilize existing equipment and free up more time to find solutions instead of identifying problems.”
ZF Wind Power and Vestas recently launched the world’s first serially produced EnVentus powertrain onto the wind market. The unique platform design is the result of intensive teamwork between both parties and is an answer to the development of next generation wind technology, lowering the levelized cost of energy. Furthermore, it illustrates both partners’ competencies and the importance of this strategic partnership.
With a contribution of more than 85 percent of renewable electricity by 2050, renewables will be the largest driver for change in the global energy transition according to the International Renewable Energy Agency IRENA (Global Energy Transformation Study 2019). Wind remains a competitive energy source and will collaborate with other main renewable energy sources.
The integrated and modular EnVentus powertrain design includes a main shaft, main bearing housing, a two-stage planetary gearbox, and a permanent magnet generator. (Courtesy: ZF Wind Power)
ZF Wind Power and Vestas bundled forces to anticipate the growth trajectory of renewable energy. After a dedicated period of development and enthusiastic teamwork, both parties are proud to release an integrated and modular powertrain design that includes a main shaft, a main bearing housing, a two-stage planetary gearbox, and a permanent magnet generator. The EnVentus powertrain guarantees an output of up to 6 MW and is developed and tested at the facilities of ZF Wind Power in Lommel.
“With this strategic partnership, both partners leverage their respective advantages in engineering, innovation, and market experience, while jointly producing high-reliable and cost competitive wind-turbine technology for the fast-growing wind market,” said Tommy Rahbek Nielsen, COO of Vestas.
Customers all over the world will benefit from more flexible solutions and a wide range of customized turbine variants due to its modular design, competitive lifecycle costs, and a high-quality design, which allows a fast integration in the customer development roadmap addressing new market segments.
As a result of its constant dedication to new technological innovations, ZF Wind Power built the powertrain that is the first of its kind in the global wind industry.
“Its innovative, modular design, and intelligent concept manifests ZF’s position as a global leader in the development of next generation wind turbine gearbox technology,” said Mitja Schulz, head of ZF Wind Power.
This will come as no surprise to anyone, but wind turbines are tall — really tall. And like most really tall objects, they become targets for lightning strikes.
When — not if — lightning strikes a wind turbine, it can cause problems ranging from power disruption and downtime to catastrophic, expensive, irreparable damage.
Fortunately for owner-operators whose livelihood hinges on a properly spinning turbine, the experts at Weather Guard Lightning Tech have developed a deceptively simple method to help protect these expensive assets from Mother Nature’s fury.
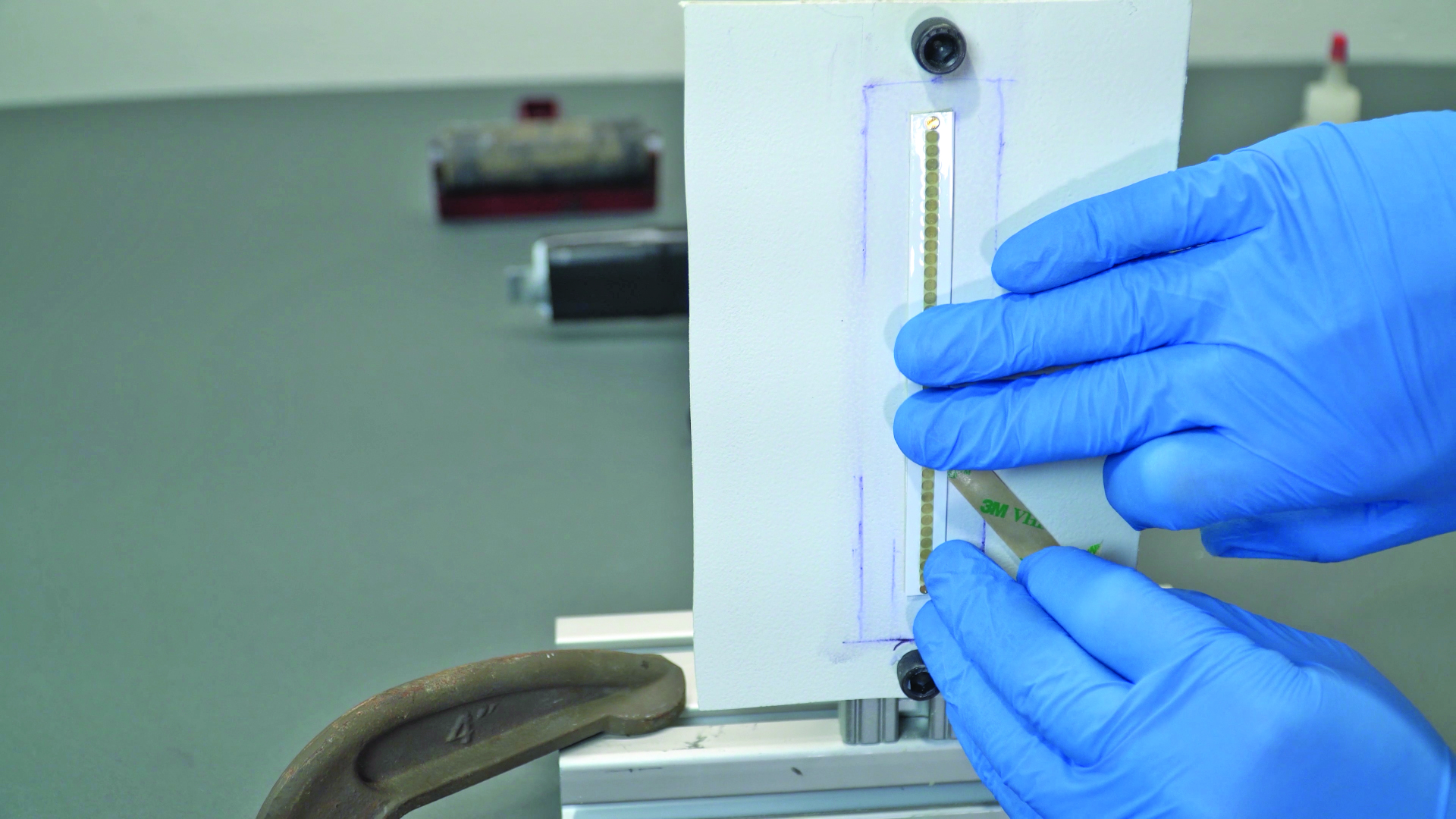
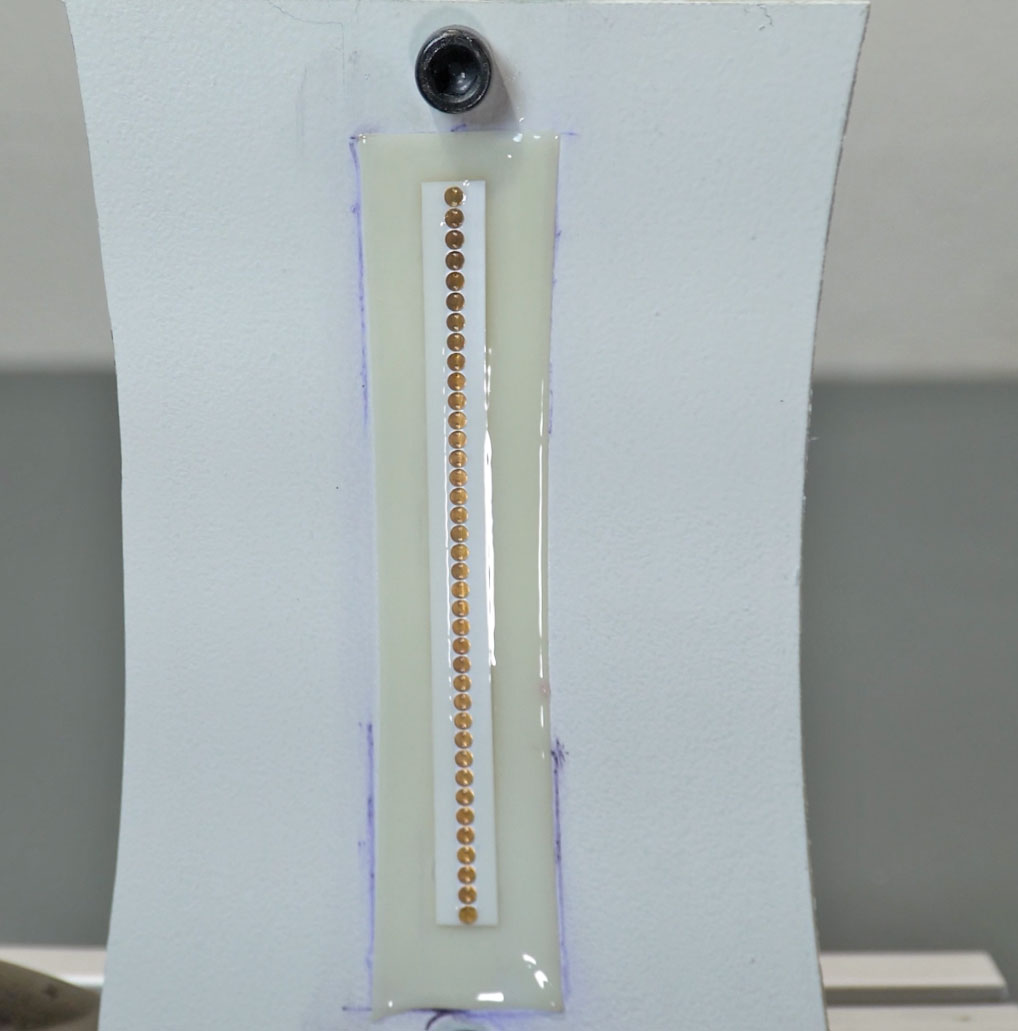
“We’re making a product we call StrikeTape, which is a segmented lightning diverter,” said Allen Hall, CEO and founder of Weather Guard Lightning Tech. “We have developed a very flexible, tough, composite strip about 1/2” wide by 1-10-thousandths of an inch thick lined with integral 1/8th” plated metal buttons.”
Installation is quick and straightforward. StrikeTape bonds to the tip of a wind-turbine blade with double-sided tape and epoxy. It’s installed near the lightning receptor, according to Hall, and the strips guide lightning energy to those existing receptors.
And since the StrikeTape is so thin, it has the added benefit of causing little-to-no extra drag on the blades with no noticeable noise addition.
“Protecting the blade typically only requires a couple of feet of StrikeTape, depending on the blade configuration,” he said.
Lightning can be a potential nightmare for wind farms. (Courtesy: Shutterstock)
Making receptors more efficient
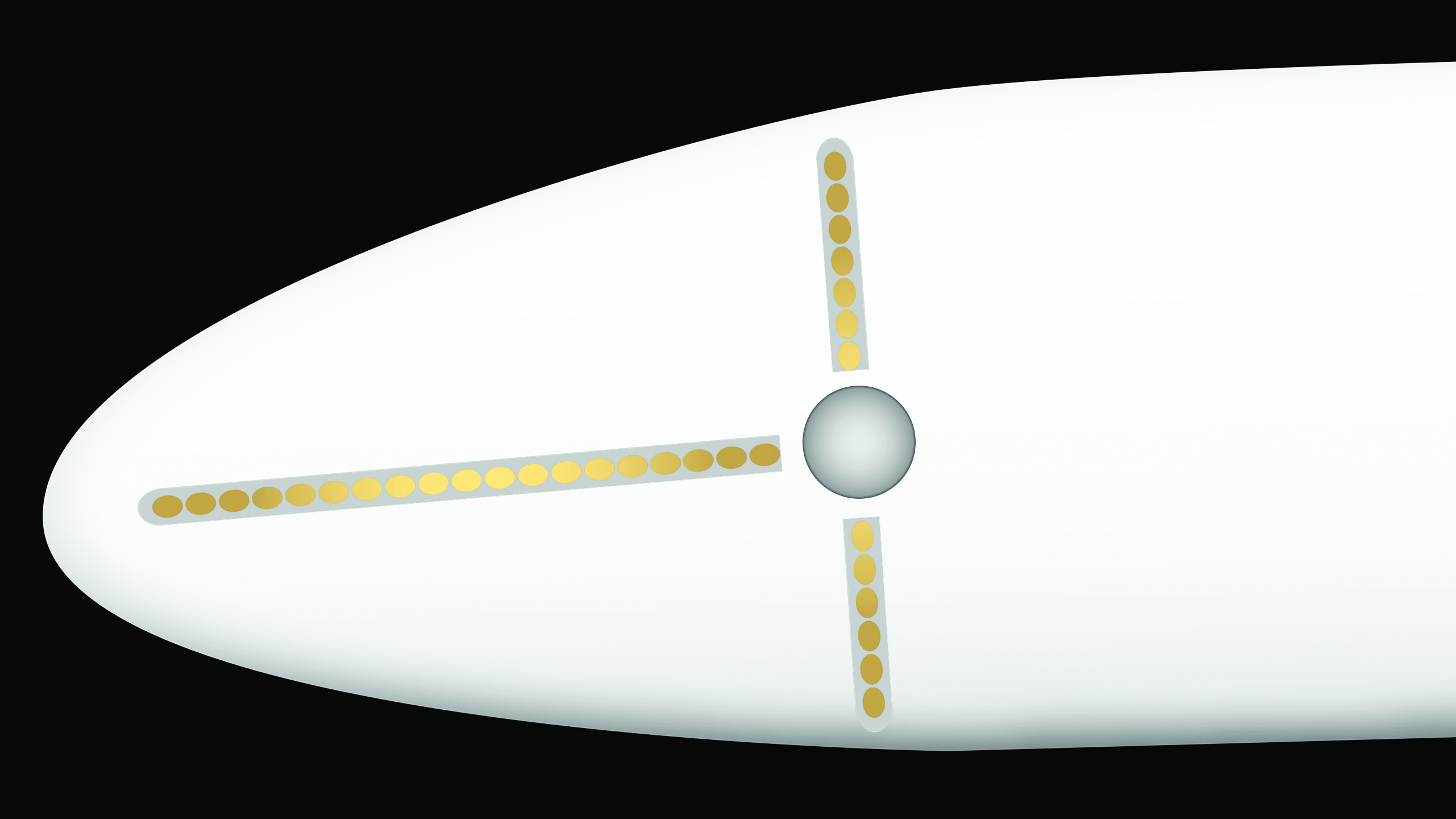
Weather Guard’s StrikeTape essentially makes a turbine’s lightning receptors more efficient at redirecting the plasma charge of a lightning strike, according to Hall.
“What happens in most cases is the StrikeTape kickstarts the blade’s Lightning Protection System. Basically, StrikeTape creates a nice path from the LPS to the thunderstorm cloud,” he said. “When you put our product near the receptor, it encourages electrical energy to follow that pathway from the receptor out to the atmosphere, instead of breaking through the blade.
What you often see in unprotected wind-turbine blades is that they’re split open or punctured, by lightning hitting the down conductor inside the blade. We prevent the blade puncture by making the existing receptor much more effective. We start everything at the receptor. We make that receptor very, very efficient.”
And since Weather Guard’s product doesn’t absorb energy, it can take multiple strikes, according to Hall. This has the added benefit of longevity in that it doesn’t have to be replaced often. In fact, StrikeTape generally will last the life of most blades.
“The environment we are putting wind turbines in is unbelievably difficult,” he said. “We keep putting wind turbines in these really bad weather places. We’re putting them out in the ocean. As wind turbines get larger and the wind speeds are going up, everything about the wind-turbine industry is just getting more difficult. Maintenance is a challenge, because there are so many turbines in service. The drive and the push from the wind industry toward us is: ‘We want a lightning protection product we don’t have to fix.’”
StrikeTape lightning diverter strips are thin and aerodynamic. (Courtesy: Weather Guard Lightning Tech)
Product longevity
The bottom line is owner-operators don’t want to budget extra money in order to replace a part every year, and Hall emphasized that was the driving force for his company when it began developing products specifically for the wind market.
“The wind-turbine lightning requirements are higher than the requirements for aircraft,” he said. “It’s hard to think about it that way, but we don’t test aircraft at the levels we test wind turbines.”
The comparison between turbines and aircraft is not just lip service. Before starting Weather Guard, Hall was an electrical engineer working with the aerospace community to help manufacturers design airplanes. Part of that experience involved work at a nearby lightning laboratory where testing was done on aircraft components and structures and, yes, even wind-turbine blades.
“We had come out of the airplane world thinking, ‘Well, we’ve got this figured out.’ When we got to the wind-turbine world and they started laying out these numbers, we were like, ‘Wow, this is crazy! You guys are crazy,’” he said. “We ended up doing a bunch of work and testing at Global Lightning Protection Services, which is now PolyTech, in Denmark, just because the lightning facilities in the U.S. couldn’t simulate such large strikes.”
Weather Guard helps its customers with videos guiding them through the installation process. (Courtesy: Weather Guard Lightning Tech)
‘We can’t break it’
Considering how often turbines are the victim of lightning strikes annually, a near-indestructible product was paramount, according to Hall.
“Wind turbines take multiple strikes,” he said. “We have some data from turbines on the west coast of Japan, which has the worst lightning strikes in the world; nothing even comes close. I was shocked at how many lightning strikes they had taken in a six-month period. Some of those turbines had taken more than a dozen lightning strikes.”
By working with the technical base in Europe, Hall and his team came up with a product that, from a lightning standpoint, was almost impossible to destroy.
“We actually sent StrikeTape over to the test lab in Denmark and said, ‘OK, I want you to hit this part as many times as you can until you destroy it,’” he said. “I’m figuring a half hour later we would get a phone call. So, a day goes by, then two days go by, and I don’t hear anything. So, I’m curious. Then I get a phone call from them that says, ‘Hey, we would like to stop.’ I said, ‘Well, yeah, sure, stop. Why not? But what’s going on?’ He says, ‘We’ve been testing and testing your part, and we can’t break it.’”
A finished practice installation. This technician is now ready to install StrikeTape up-tower. (Courtesy: Weather Guard Lightning Tech)
Working with customers
Hall starts each project by having conversations about lightning-strike data for a particular wind farm. Weather Guard then designs a StrikeTape layout that will protect the blade and provides detailed installation, instruction sheets, and videos, according to Hall.
“We tend to see customers go quiet after the system is installed,” he said. “A lot of the lightning protection issues just kind of go away. Not all of them, because some of them are not related to us, but a lot of the blade issues go quiet. And that’s what we want. No need to call us back. It’s on, and it’s working, and it’s fine. We strive to stop all the blade repairs that are related to lightning. Most lightning-strike damage to blades can be prevented. It really can be.”
Pandemic issues
Like most companies in 2020, Weather Guard has had to deal with the ramifications of the COVID-19 pandemic. Although the pandemic has severely curtailed the aircraft side of Hall’s company, for wind, it’s almost been the exact opposite reaction.
The wind industry is still creating power, which means it’s still installing wind turbines even with added COVID conditions and restrictions, according to Hall.
“It has been remarkable in that sense,” he said. “We have jumped through hoops in the last couple of months, supporting wind-turbine repairs and wind-turbine upgrades. In the United States, a lot of industries have shut down, so it’s hard to keep the manufacturing going at the rate we need. It’s been quite the dance. Being able to keep delivering our product to support the wind-turbine market has been really uplifting for us.”
Weather Guard helps its customers with LPS layout, providing drawings and images for any type of wind-turbine blade. (Courtesy: Weather Guard Lightning Tech)
Promoting wind
In the meantime, Weather Guard, which first opened its doors in 2006, has used its influence and experience to promote the industry in any way it can. According to Hall, one of those ways is a weekly podcast on wind turbines called Uptime.
“It has a good bit of traffic going to it, and we get emails and questions from all over the world,” Hall said. “We’re trying to promote industry knowledge. We’re trying to address repairs and lifetime issues. We talk about the engineering that goes on and how difficult it is. We are looking at challenges coming up with lightning and in the industry in general over the next couple of years. You can find Uptime on YouTube and all major podcast platforms.”
Ready for more challenges
Even though the pandemic still looms over businesses worldwide, it will eventually fade. That means more opportunity as wind energy expands in North America, and Hall expects Weather Guard’s products will be in even more demand.
“Offshore growth is going to be big in the United States and across the world,” he said. “As blade diameters get bigger and as they are installed in more difficult weather places like off the coast of Scotland, the North Sea, Northern Europe and Japan, we are seeing more of a push for durability. That’s what everybody is telling us: Durability is key.”
Another future challenge Hall sees is the use of carbon fiber in blade manufacturing.
“From a lightning-protection standpoint, we’re going to see more and more carbon fiber going into blades as they get longer, and that creates a lightning issue we have to try to work around,” he said.
Hall sums it up in a pretty simple way: The market will continue to grow.
“We’re not getting smaller; this market will not get smaller; the turbines will not get smaller; they’re going to continue to grow,” he said. “The problems just get more difficult. As the wind turbines get taller, they get struck more and need better protection. That’s why we’re here.”
Developers of clean energy are ready to deploy large, efficient 10-MW to 20-MW direct drive wind turbine generators (DDWTG) in far offshore, deep-water wind farms. A new innovative floating foundation system with a unique deployment method will substantially reduce the levelized cost of energy of the DDWTG.
The key is a new large-scale spar buoy (SB) structural design, which is scalable and allows for only one construction formwork design to support and produce all the 10-MW to 20-MW floating foundation requirements. This new SB will be the first to have a double wall hull and use innovative new concrete materials in a design mix that will ensure a minimum 100-year life in any sea state, providing a foundation substructure good for three generations of DDWTG. A telescopic deployment system for the DDWTG, a novel design for a customized deployment vessel, and a round-the-clock 24/7 construction schedule result in a build-out of one complete spar buoy in just 15 days and its deployment in two days.
Construction Materials
Concrete and rebar are extremely well understood materials backed by a thoroughly developed industry. Ordinary Portland Cement (OPC) is the most widely produced man-made material on Earth. However, in the offshore wind industry, the concrete made from OPC (the binder) and coated steel rebar are not durable enough in this corrosive atmosphere. Sulphur compounds in seawater directly react with the large amounts of calcium (approximately 79 percent) in the OPC binder, essentially “rotting” the binder in the concrete, causing rapid failure.
One of the most important new cement components is a geopolymer binder made up of four inexpensive and widely available ingredients: Class-F fly ash, fresh water, water-glass (sodium silicate), and lye (sodium hydroxide). This geopolymer binder can have as little as 2 percent calcium, producing a saltwater-resistant material. In general, geopolymer cement (binders) are stronger; bond well to most materials; have minimal expansion or contraction; are formable; resistant to salts, acids, and alkalis; and are fireproof and waterproof. In keeping with the climate accord of clean energy, the production of geopolymer cement has an 80 percent smaller carbon footprint then a standard OPC.
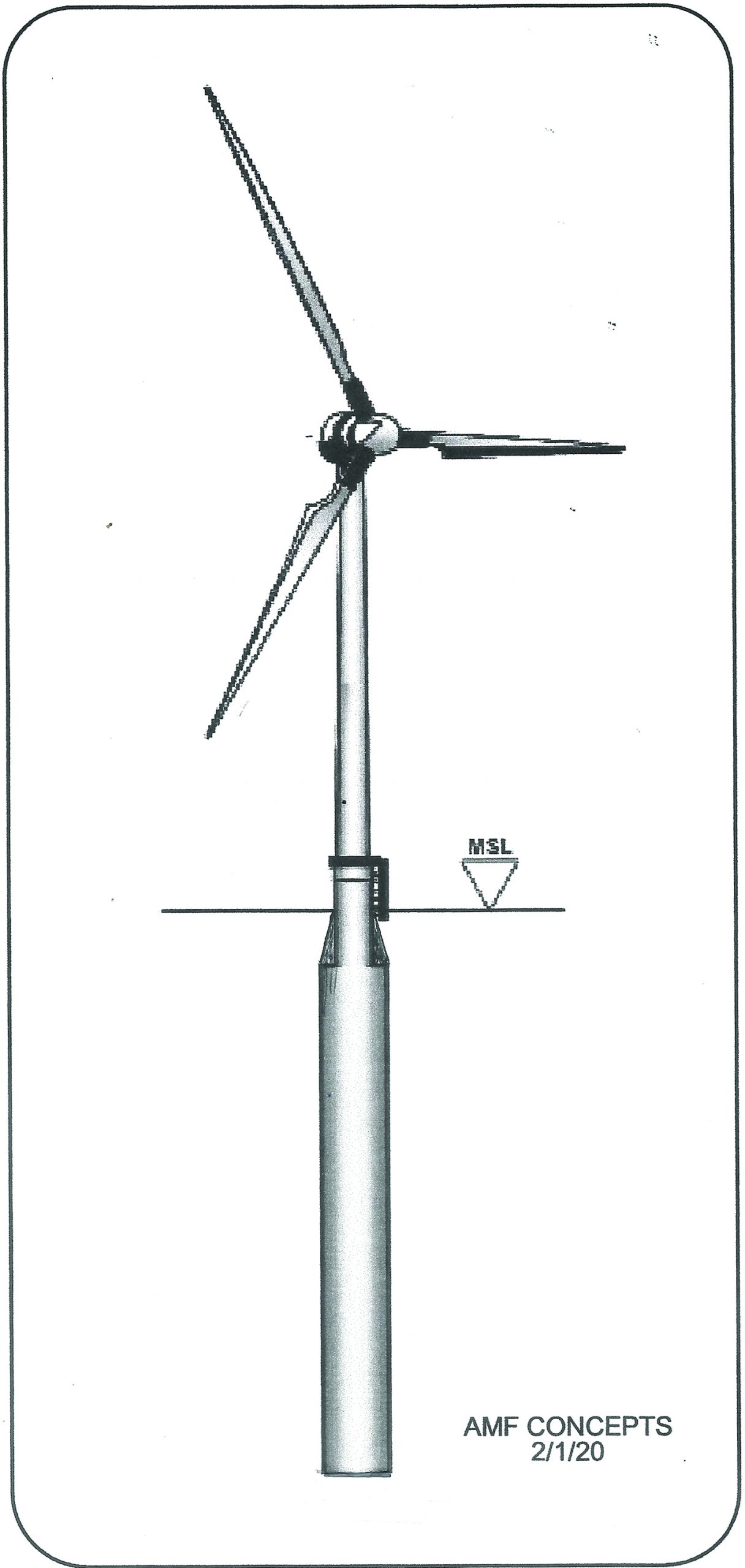
New 15- to 20-MW DD spar buoy (SB). The tower interface to the bottom is equal to 625 linear feet. The low waterplane is at 58 feet OD. The main body is at 70 feet OD. (Courtesy: AMF Concepts)
To replace the steel rebar, a nonmetallic bar made from readily available basalt stone is used for reinforcement. Basalt (generic solidified volcanic rock) is found all over the Earth and is a key component of the mix, enabling the 100-year minimum durability of the foundation structure. The basalt, when heated to a temperature of 1,800 degrees, liquifies and can be poured through a palladium die that produces soft, flexible threads. The threads are laid in parallel and locked together with an epoxy, producing basalt rebar: a waterproof, chemical-resistant, fireproof material with a tensile strength three times stronger than steel rebar. For a smaller diameter in steel rebar, basalt rebar is seven- to nine times lighter for an equal strength replacement. The geopolymer cement in the concrete binds to the basalt rebar on a chemical level in addition to its mechanical bonding. Basalt fiber, much like nylon fiber, is chopped into variable lengths (6-25mm) and used in the mix design for added strength.
Concrete Mix Design
The key to constructability is the concrete mix design. The mix must be efficient to wet-out and bind to the basalt rebar and the chopped basalt fiber for low temperature crack resistance. The geopolymer cement has a high viscosity. To achieve its workability, its placement will need a super plasticizer. A new hybrid super-plasticizer has been designed for geopolymer cement using rice husk and an alkaline that makes it possible to achieve the correct viscosity for placing the mix.
The geopolymer cement (binder) will make up 20 percent of the cement mix. The standard silica sand will be replaced with measured granite sawdust. This will have a beneficial effect on the composite strength, as well as the modulus of elasticity. The specific gravity of the silica sand is 2.83, whereas the granite ranges from 2.65 to 2.85, so the final mix is lighter. The porosity of silica sand is 25 to 30 percent and holds unwanted water in the mix design, whereas the porosity of the granite is almost zero (0.25 percent). The chosen aggregates will be crushed granite (3/16 to 1/4 inch). This mix can be fine-tuned to achieve high strength and density.
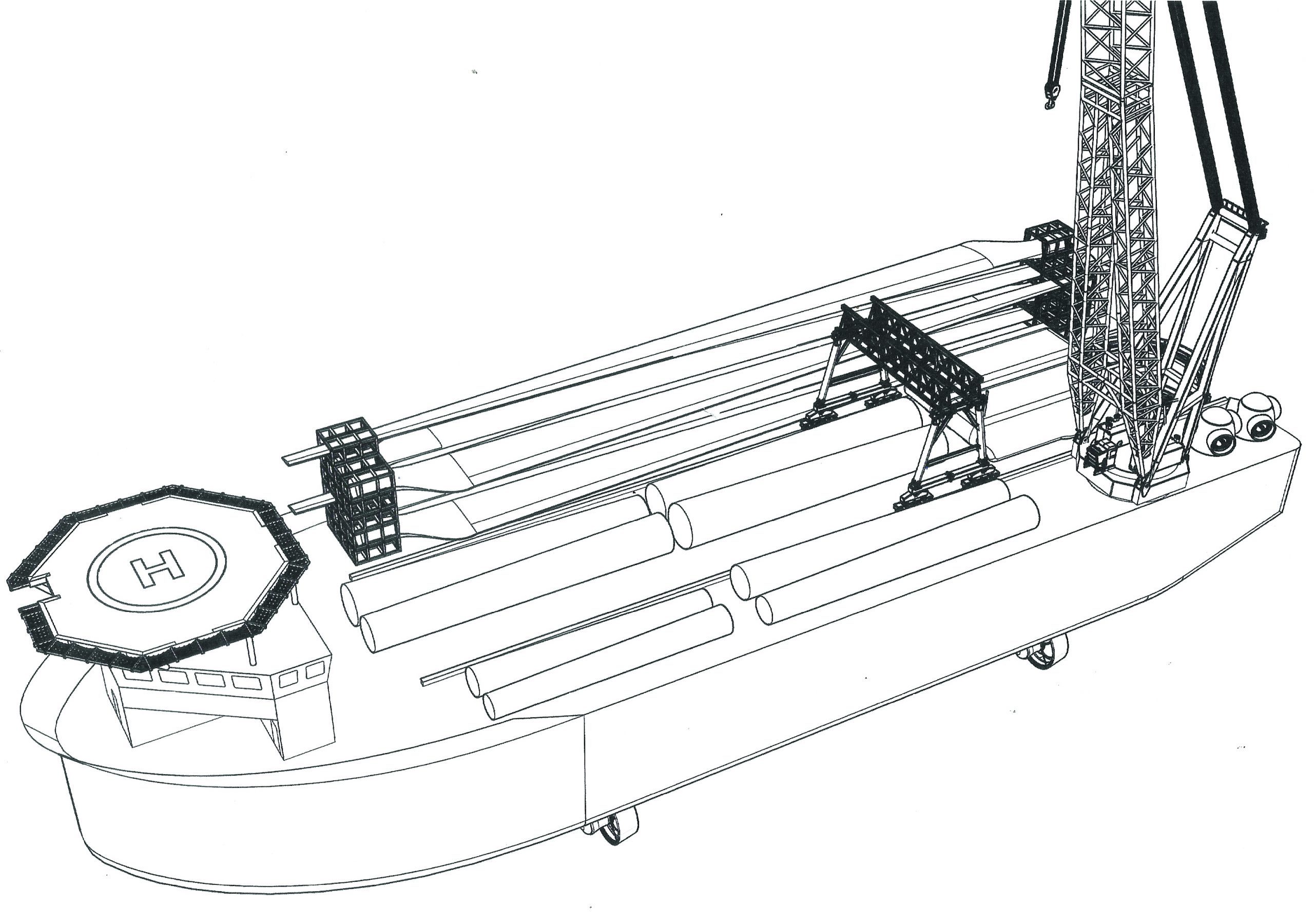
A deployment vessel with two 15 MW turbines on deck. (Courtesy: AMF Concepts)
Basalt Rebar Reinforcement System
There are no wire ties in the system in keeping with the concept of no-steel in the SB. The only bar ties in the basalt rebar forming will be the pre-tied skeletal lap ties on the long axis of the structure, plus the lateral ties. All ties will be made with plastic clips (injected molded), thus ensuring all ties will have the same value.
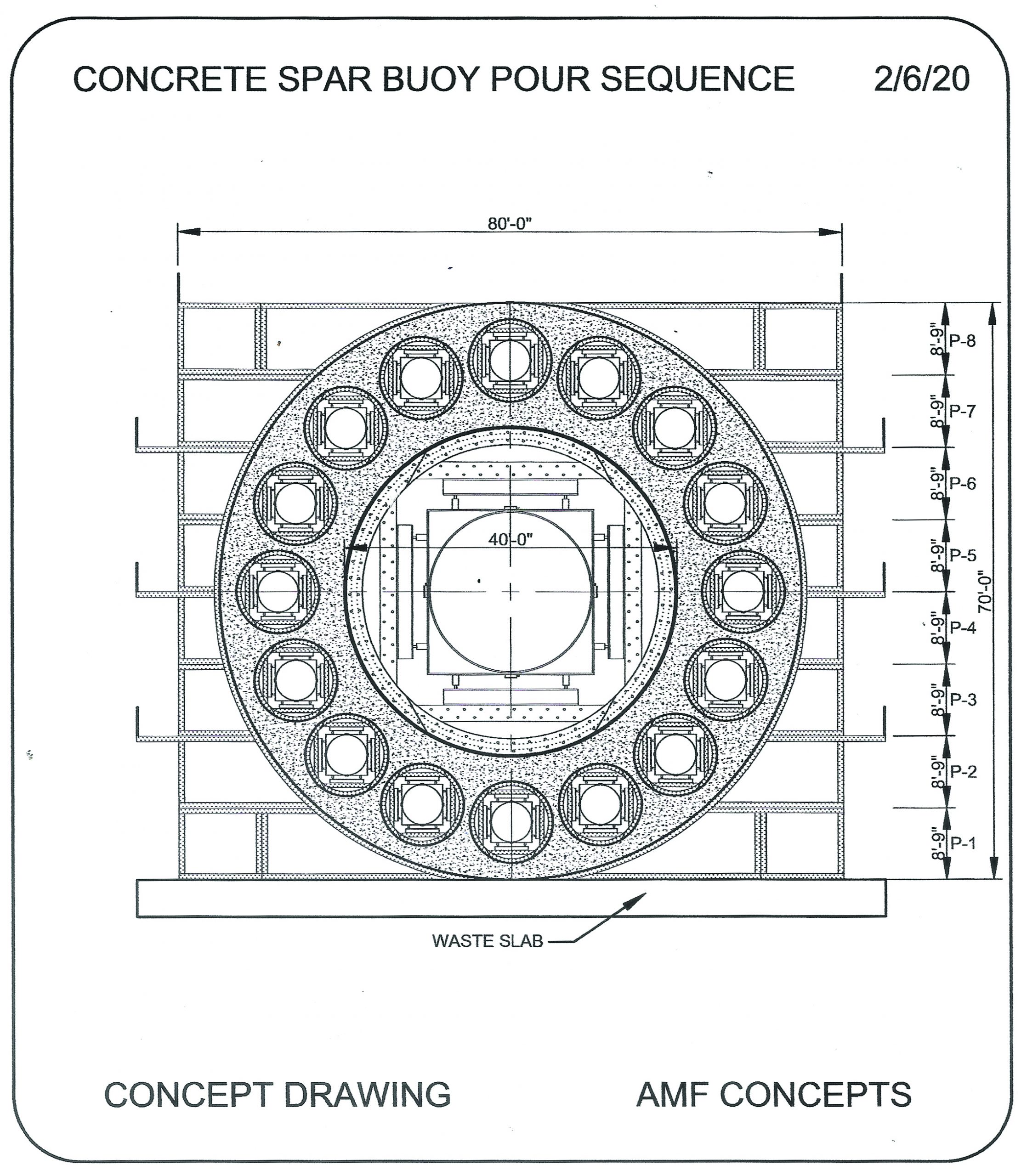
The skeletal cages position and centering in the formwork will be achieved with nylon spacer wheels on the outside bars of the cage. The first pour for the first form set, which is 8-feet-9-inches deep off the waste slab and 40-feet long, will require four pre-tied cages, each 8-feet-4-inches high by 10-feet long (plus the lap bar) to reach the full 40-foot length. This skeletal cage requirement will be basically the same for each of the eight formwork pours in the first 40-foot long by 70-foot high concrete placement sequences. This sequencing provides major savings in placement costs. The construction tying of the skeletal cages is a good fall back field assignment.
Spar Buoy Design Element
The spar buoy (SB) is 625 feet long overall and is characterized by a small water plane 58-foot outside diameter on its 68-foot-long reduction section on top, and a long, 70-foot cylinder mass far below the surface. This new large-scale SB is designed for countering high weight aloft and a blade sweep equivalent to 5.5 football pitches to meet the many foundation requirements of these new heavy (2,000 ton and up) 10- to 20-MW DDWTGs.
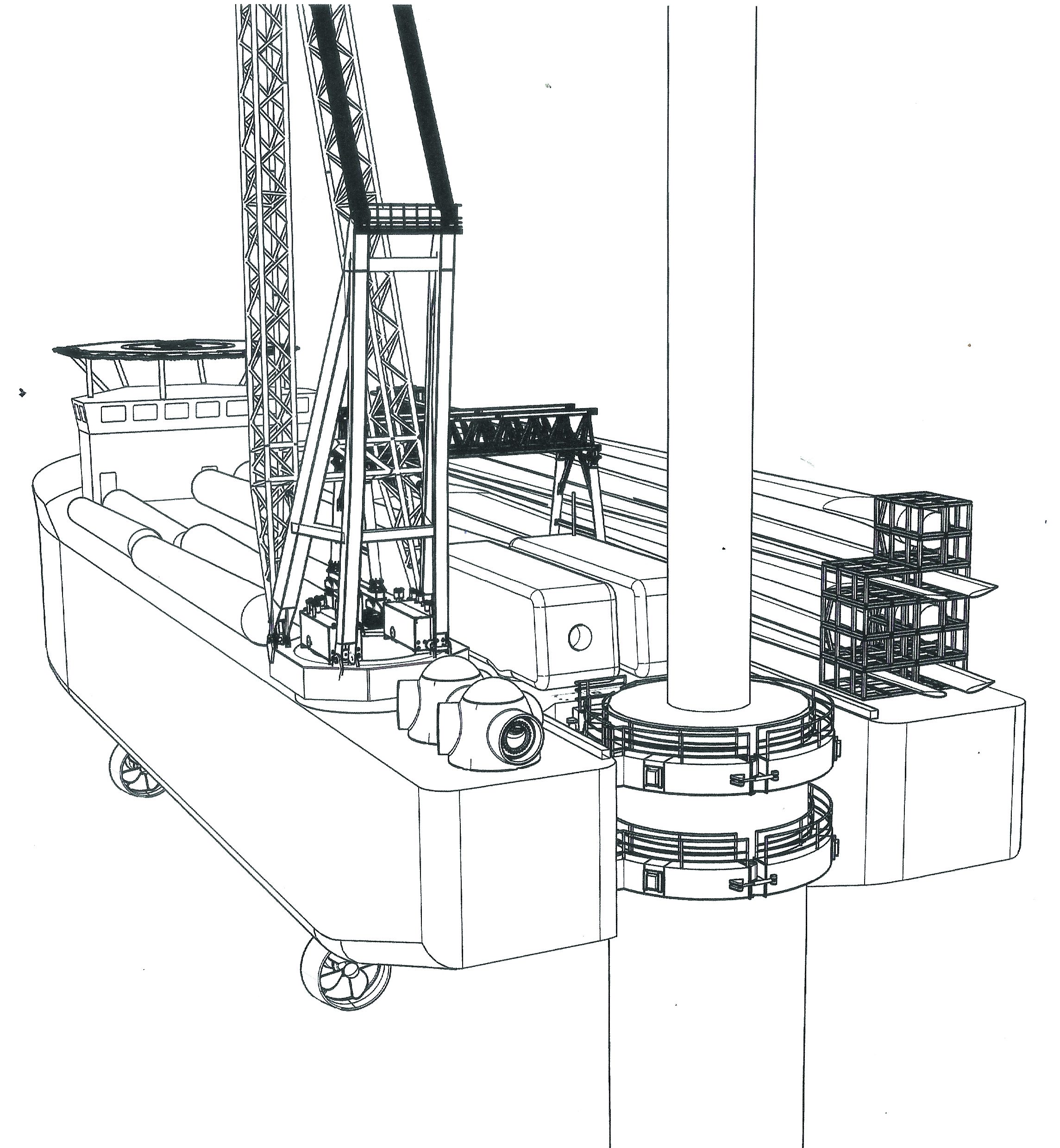
The assembly of a turbine on spar buoy in an aft nitch. (Courtesy: AMF Concepts)
This new SB concept allows for only one construction formwork design to support and produce all the necessary floating foundation requirements for these large DDWTGs. The structural design changes necessary to scale from a 10-MW to a 20-MW DDWTG will not affect the formwork of the SB, only the ballast requirement and the tower bolt up positioning on the interface plunger component used for lifting the WTG in the telescopic SB. This will save two thirds of the constructions custom steel formwork cost.
This new SB will be the first to have a double wall hull to ensure, with proper operation and maintenance, the 100-year minimum design life of the hull. It will also support, as part of this new SB hull, a telescopic system for lowering/assembly of DDWTG tower components, nacelle/hub, into the SB hull. The same telescopic system will then lift a fully assembled DDWTG to the prescribed height above MSL.
Spar Buoy Construction and Deployment
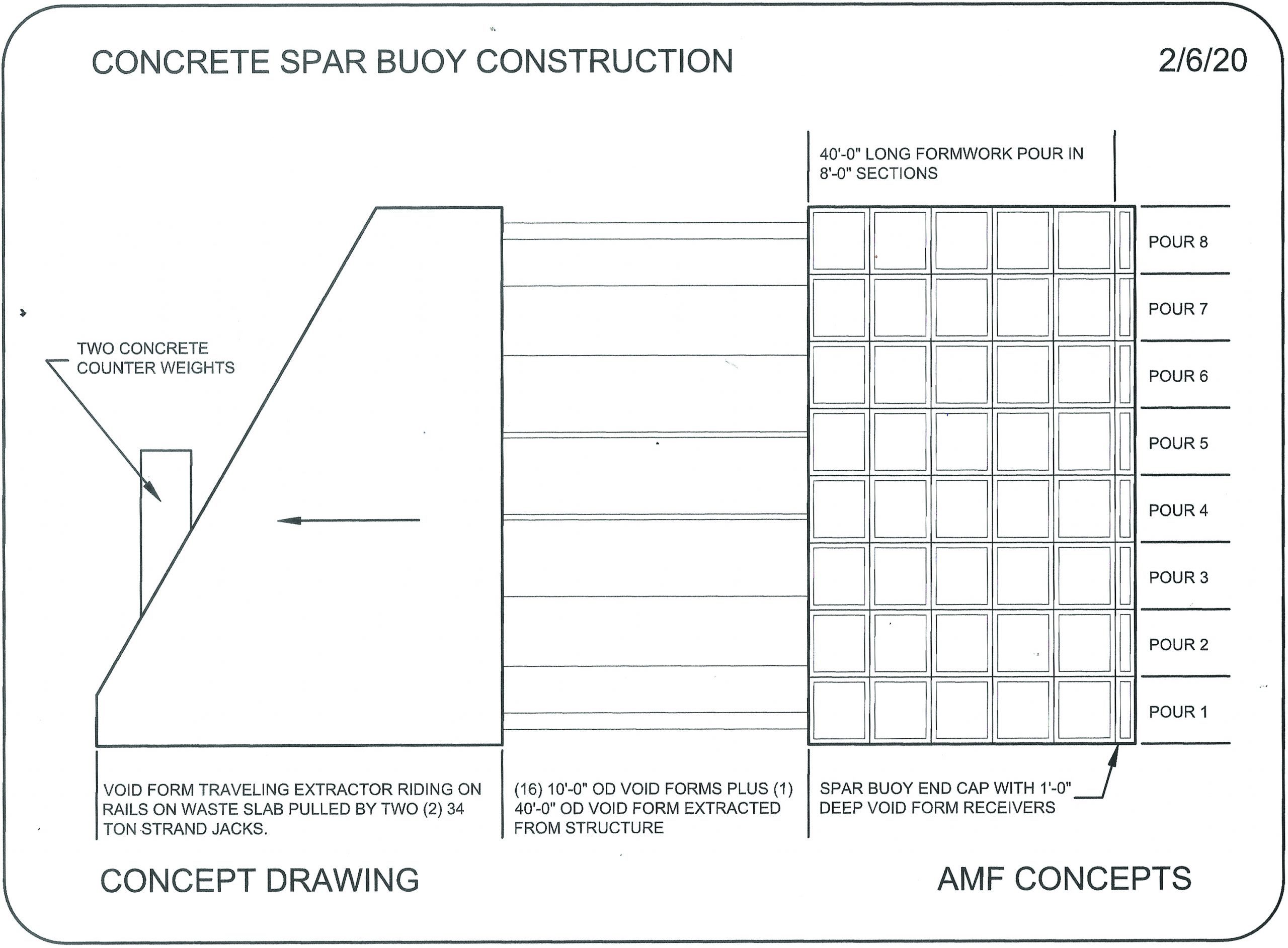
To share insight into the approach of this concept, three of the leading formwork suppliers in the U.S. were asked to submit a bid: PERI — the largest in the world, EFCO — the largest in the U.S., and WADCO — the largest in high complexity formwork in the U.S. WADCO was selected to design and build the formwork. All the formwork produced will be designed for transporting on flatbed trucks or containers. To meet trucking requirements, the formwork components will not exceed eight feet in one axis and nine feet in the other.
Once the components are on site, they will be configured for construction and pour-handling requirements. In this new configuration, they will be ready to be deck loaded on the deployment vessel for transport to the next wind-farm project. The formwork design efficiency is estimated at 15.5 based on both formwork construction sequencing and the development of the construction schedule using three trade crews for the round-the-clock continuous construction of the SB. This efficiency is based on site usage and materials selected to balance the labor requirements for formwork, rebar, and concrete placement.
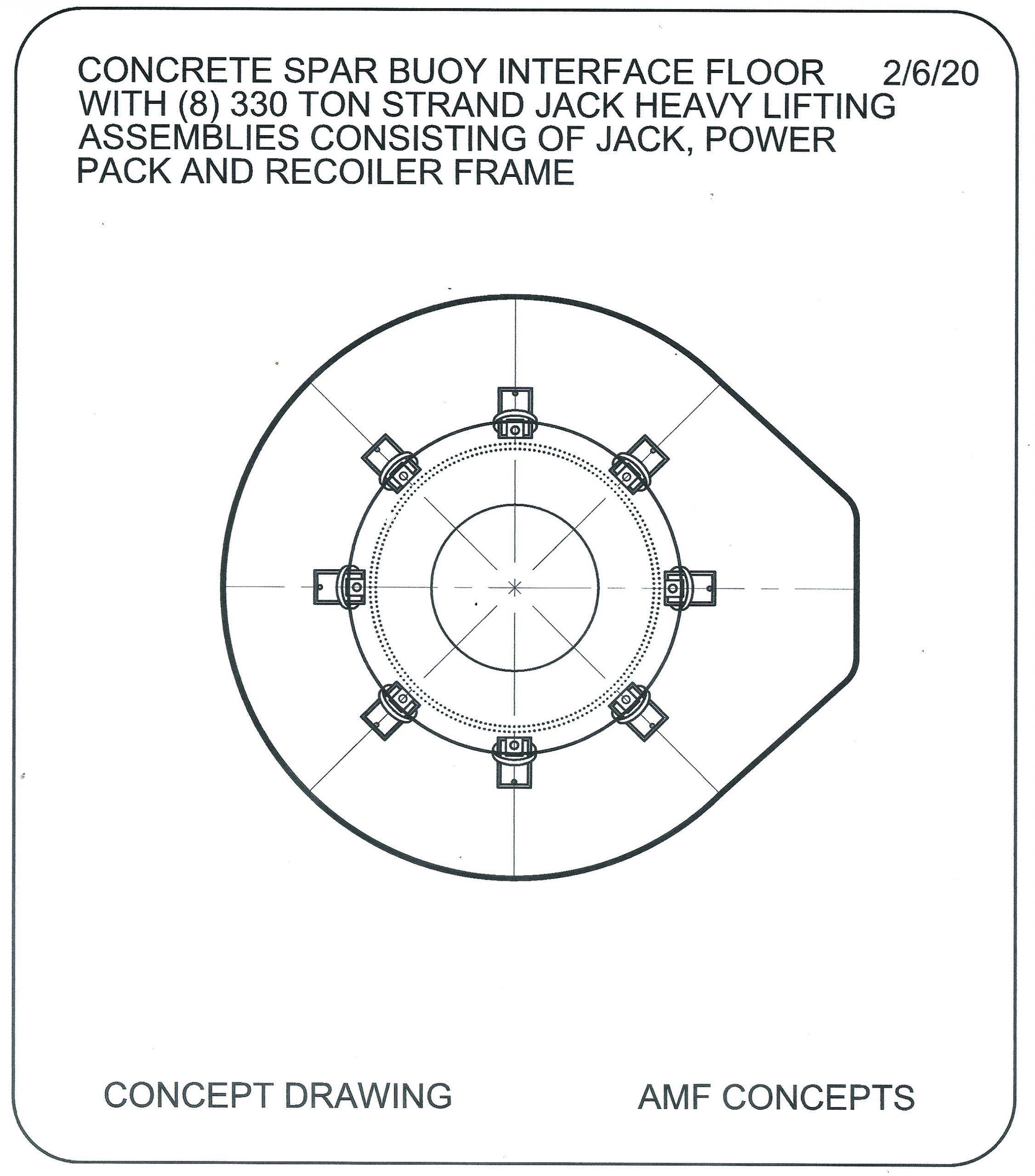
The cross section of a main body of SB with formwork in place. (Courtesy: AMF Concepts)
During construction of the SBs, the balancing of trades and hook time will be achieved by constructing them side-by-side in a dry dock or a land lease fronting a quay side. The site conditions, and the formwork itself, will be well lighted for a 24/7 schedule. One fourth of each construction unit will be covered by a light traveling structure, for all year-round conditions. At float out, the SBs are towed out, via their own hulls, to their position in the farm. Here the station keeping subcontractor, under his contract, will up-end the SB and water ballast the hulls, and then reseal. The SB will then be awaiting a doable sea state and the arrival of the deployment vessel carrying the SBs final fixed ballast and DDWTG. This deployment method saves costly day rates on tugs, ballast vessels, and crew residency time.
The construction sequence and schedule play out in a 24/7, 15-day time frame to produce one spar buoy (SP).
The largest time requirement is in the rebar crew. This sets the construction schedule. In linear structural systems, such as this spar buoy, placing the lap bars through the formwork bulkheads, plus the unforeseen delays in stripping this formwork, can play havoc on the schedule. Therefore, this design will have only one bulkhead, with rubber gromets holes for rebar on the front bulkhead of the void form support by the transfer traveler.
The construction sequence will require building 40 lineal feet of SB at time due to the size of the pours. This will be accomplished with eight individual pours, each 8-feet-9-inches deep by 40-feet long in varying widths. These eight pours will allow the three trade crews to balance the time requirement.
The formwork component’s lift crane. This crane also supports the lighting walkways and 40-foot weather deck — 20 feet on either side. (Courtesy: AMF Concepts)
The SB outside formwork, with its eight lifts per side, are designed to work on either side. — top to down and bottom to up. The 16 10-foot diameter void forms, along with the center 40-foot void form, are designed to open and close to formwork place position, and after a pour, to strip position. This is accomplished via 24 double acting jacks built into each void form’s formwork units. All 16 outside and one 40-foot center void form are all stripped in unison by a single computer console on the travelers’ bulkhead bridge.
The formwork carrier pipe, in each of the void forms, is one foot longer on its non-bulkhead end. On the first pour of the project, the SB’s 3-foot thick bottom will support these 1-foot void form extensions with a seal cap over each of their ends, poured one foot into the bottom pour. On all the rest of the pours, this 1-foot extension of the void form carrier pipe is supported by a three-wheel, half-moon cluster of three wheels. These wheels are hydraulically extended to ride on the bottom surface of all the finished cast voids.
The front end of all the void forms is permanently attached to, and supported by, the void form traveler. This structural traveler, the key to the formwork system, will support the front-end bulkhead formwork for the standard 40-foot pour.
At the completion of the pour, all void forms are collapsed and extracted, supported by the traveler on the front end, and by the three-wheel support clusters on the back end, eliminating hundreds of hours of hook time and labor. This traveler concept assures the accurate alignment of the telescopic cylinder formwork within one inch in 625 feet.
The void form traveler rides on the FF-finished waste slab and is guided by a 60-pound rail on either side of the waste slab. Two 55-ton strand jack systems advance the void form traveler in 40-foot increments along the SB bed. The 71-foot height and 56-foot depth of the traveler will support two 50-ton counterweights on its back end over the rails.
The front 10 feet of the traveler supports eight walkways, stacked 8-feet-9-inches high to service the formwork voids. Behind the service walkways are three portable structured rooms, one for the project office, the second a locker room with a walled off kitchen, and the third a lunch/dining area. The traveler, and all its components, are designed to be disassembled for crane handling to new projects.
A traveling void form extractor pulling out 17 40-foot-long void forms. (Courtesy: AMF Concepts)
A Single Vessel Deployment System
The wind industry’s new generation of 10 to 20-MW DDWTGs have caused marine contractors to rethink the deployment of a DDWTG and its floating substructure foundation. At this time, there is no float crane that can lift a small DDWTG’s nacelle of 441 tons and up to 492-feet from mean-sea-level (MSL).
The deployment concept described above has its foundation in the design of an ocean-going deck barge (OGDB). This Jones Act vessel is the key to the transport and deployment of the DDWTGs. This highly sophisticated vessel is designed to transport two DDWTGs in the 10-MW to 20-MW size, as well as their fixed ballast requirements. The OBDB is designed to operate 24/7 to reduce crew residency time. The initial cost opinion studies indicate savings as high as 40 percent for the construction of the SB and its deployment vessel capability.
A naval architect has designed a concept OGDB 480-feet in length with a 165-foot beam and a 46-foot deep hull. This vessel will have a 54-foot-wide by 40-foot-deep well notch in the center of its stern. This notch will be used to back down and center the vessel on the anchored SB’s upper reduction section, retaining it for installation of the turbine.
This vessel will meet the new deployment needs of the new heavy DDWTGs. This new vessel will be a self-propelled barge. Four azimuth drive units are used for propulsion and play a role in the vessel’s dynamic positioning system. This OGDB will have a sophisticated structural system to support some of the following deck loads:
One low-own weight 400-ton pedestal crane, all electric, with a built-in heave compensation system. This crane will be used for lifting all the lighter components into the SB.
One 800-ton heavy duty gantry crane, with heave compensation, designed to lift the nacelle/hub component over the stern well notch for placement on the turbine mast prior to lifting.
Two 2,000-ton DDWTG components on the deck.
Below the deck, two 6,000-ton tanks of pumpable Barium mud ballast for the SBs.
All these loads and their craning movements will require large water ballast systems below deck capable of transferring large amounts of water, at different speeds, in more than one system at a time. The OGDB will have a control bridge forward with a helipad built over a multi-deck crew quarters for both the vessels’ Jones Act crew and the construction crews necessary to achieve 24/7 operations. The OGBD will have two davit sets, each deploying a 24-foot long, closed, self-propelled, 24-man capacity lifeboat.
Spar Buoy Telescopic Foundation Plunger
The telescopic cylinder has an inside diameter of 40 feet and allows for placement of a foundation plunger (FP) that can support a range of 10- to 20-MW DDWTGs. The only scale up or down requirements will be in the FP base zone tower bolt-up pattern. This concept allows for only one strand-jack design set to support and lift the new DDWTG size range.
The FP will be cast in the same basalt rebar and cut fiber concrete mix design.
The outside diameter of the FP is 39-feet-10-inches.
The face plate of the FP will have a 20-foot entry hole in its center.
The face plate will also have eight 10-inch holes, equally spaced and centered 1-foot from the outside FP edge. These holes, for strand jack cable bundles, will run down the full 75-foot length of the FP for tie-off.
The square base plate of the strand-jack assembly will cantilever toward the center of the FP 1-foot 2-inches from the edge of the FP.
The FP will have two thicknesses in its 75-foot length.
The first 50 feet will be 10 feet thick.
The remaining 25 feet will be 3-feet thick from the outside wall of the plunger and will support eight 1-foot diameter shear pins, each four feet long.
These shear pins, with a 6-inch void, will be on eight equal spaced centers around the base of the FP skirt and will engage the SB’s main body.
The FP will be built on site with a separate crew and formwork system. It will be placed and transported on the OGDB/vessel for first lift off into the telescopic lifting system in the SB.
Summation
System for build-out of one complete spar buoy (SB) in 15-24/7 days.
New materials for a lighter, stronger substructure, floating foundation.
Life of the SB substructure will sustain three generations of DDWTGs.
No need for a plant to produce the SB.
The SB will be constructed by locals with good skill sets.
SB design is scalable to support the full range of 10- to 20-MW DDWTGs.
First to use the SB hull only for transport to the wind farm.
First to use a twin hull in a SB.
First to use a telescopic deployment system in a SB.
First to design a vessel capable of supporting and deploying two DDWTGs.
About the author
Andy Filak is a principal with AMF Concepts. He can be reached at amfconcepts@gmail.com or 310-373-5004.
IceWind USA, the North American sales and development arm of Iceland’s site-installed vertical axis wind turbine company, has engaged noted international business and policy adviser Robert William Gerber to work with its team on maximizing turbine business development with governmental, military, and industrial customers.
Gerber spent more than a decade with the U.S. State Department serving at U.S. Embassies in Kabul, Paris, and Washington, D.C. His most recent posting was as the Political and Economic Counselor at the U.S. Embassy in Reykjavik, Iceland. There he managed a five-person unit that produced high-value policy recommendations and implemented strategic initiatives to strengthen cooperation in areas of Arctic security, renewable energy, science, and U.S.-Iceland trade. While there, he also assumed the role of Acting Deputy Chief of Mission at the embassy.
Robert William Gerber. (Courtesy: IceWind USA)
“When Robert agreed to work with us an adviser, we couldn’t have been more thrilled,” said IceWind USA President Daryl Losaw. “Robert brings a wealth of government, military, and industrial contacts, as well as a deep understanding of our Icelandic roots, and how to best bring Icelandic and American companies together for maximum success.”
Gerber is also looking forward to bringing IceWind’s turbines to American customers
“In Iceland I saw the amazing applications these turbines are capable of and I’m excited to apply my experience in commercial advocacy and knowledge of government affairs to expand the footprint of this sustainable, renewable energy technology across North American and worldwide,” he said.
IceWind launched their residential Freya turbines for pre-order earlier this year, and are launching their commercial Njord turbines in the fourth quarter 2020. The Njord commercial models are ideal for many applications — powering telecommunications towers, electricity for outdoor advertising (lighting, mechanical features), replacing generators used at construction sites and other remote offices, and more. The beauty of IceWind’s products is how sustainable and hardy they are in challenging conditions. Unlike the diesel generators currently used in these applications, they never need refueling, rarely need maintenance, and have no carbon footprint.
In the first 10 months of 2020, Deutsche WindGuard evaluated more than 1,600 wind turbines with a total capacity of more than 3,800 MW in the course of technical due diligence projects. Several large volume orders from investors, energy utilities, and project developers brought entire wind-farm portfolios consisting of planned and operating projects in Germany, France, Turkey, and Taiwan into the focus of the experts from Varel.
Deutsche WindGuard has thus more than doubled the volume of its technical due diligence services in comparison to the previous year.
“I am particularly pleased that we were able to convince both national and international players of our service quality,” said Leif Rehfeldt, head of Business Development, looking back on the successful year. Deutsche WindGuard has experienced experts and up-to-date know-how available for all aspects of a technical review — from securing areas to approvals and site certificates, contracts, finances, and insurances to the assessment of energy yields and lifetime extension potential.
At Deutsche WindGuard, practical inspections are part of the technical due diligence project review if desired. They help to ensure a realistic assessment of the current technical condition and the potential for continued operation of the wind turbines. (Courtesy: Siedentorp/Radiusmedia/Deutsche WindGuard)
In order to evaluate the condition of the existing wind turbines realistically, Deutsche WindGuard also conducted local inspections as part of the above-mentioned reviews. One of the main tasks was to assess the existing turbines’ potential for continued operation. The customers were especially interested in the profitability of a continued operation, taking into account the current technical condition and anticipated repair requirements.
“Our many years of experience in the field of project reviews, combined with the knowledge gained from practical inspections and lifetime assessments from one single source convinced our customers,” said Niels Erdmann, head of Technical Due Diligence Projects at Deutsche WindGuard.
As one of the most comprehensive service providers in the wind-energy industry, Deutsche WindGuard is ideally positioned for the technical inspection and evaluation of investments — from individual wind farms to entire project portfolios or pipelines, onshore and offshore — and offers clients a solid basis for their investment decisions.
“I am looking forward to accompanying our customers in further exciting projects,” Rehfeldt said.
He said he is convinced of the company’s continuous success in the field of technical due diligence. The total volume of all due diligence projects reviewed by Deutsche WindGuard to date amounts to more than 17.3 GW.